יחידת מכונת גריסה צינורות MPS
מִפרָט
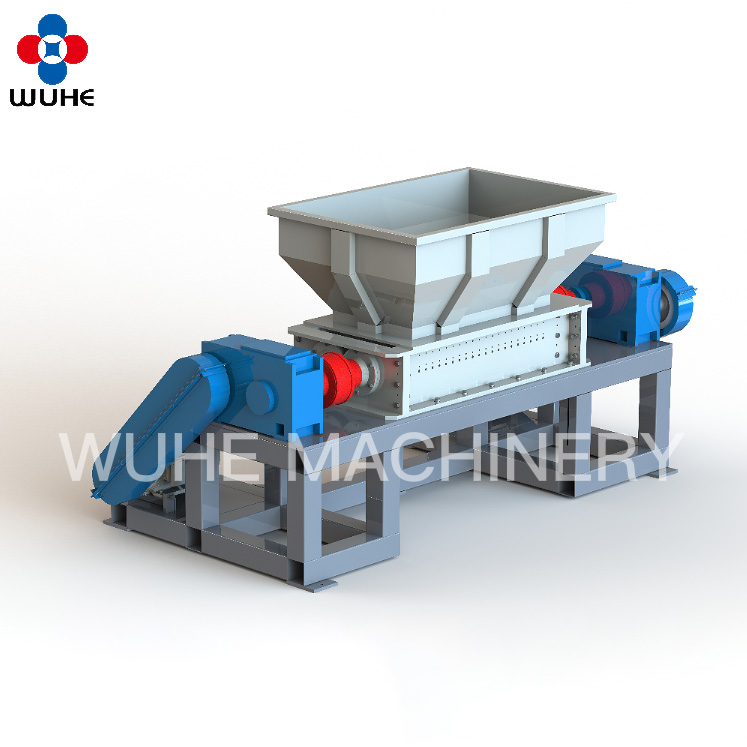
בשנים האחרונות, עם הפיתוח המהיר של צינורות פלסטיק PE בקוטר גדול, כיצד לשחזר ביעילות צינורות פסולת PE וחומרי ראש מכונה בתהליך הייצור הפך לבעיה עבור יצרני צינורות רבים לפתרון. חלק מהיצרנים מסתמכים על רכישת ציוד יקר או בעל הספק גבוה ולא יעיל לצורך השחזר, מה שמביא לעלויות השקעה גבוהות. חלק מהיצרנים משתמשים בניסור ידני של צינורות פסולת לחתיכות קטנות לפני הריסוק, וכתוצאה מכך יעילות השחזר נמוכה ביותר. כיצד לשחזר פסולת פלסטיק PE בקוטר גדול בצורה כלכלית ויעילה הפכה לנושא מחקר מרכזי עבור יצרני פלסטיק PE. הופעתה של מגרסת צינורות בקוטר גדול פותרת ביעילות בעיה זו. המנוע מניע את תיבת ההילוכים ואת הציר הראשי לסיבוב, וסכין מסגסוגת בעלת חוזק גבוה מותקנת על הציר הראשי. הסכין היא סכין מרובעת עם ארבע פינות. פינה אחת של הסכין יכולה לגעת בחומר, ומטרת הגריסה מושגת באמצעות סיבוב הציר. ניתן להעביר את הפלסטיק המגורר ישירות למגרסה דרך מסוע לעבודת ריסוק משנית, ניתן לשלוט על כל תהליך העבודה באמצעות בקר בקרה (PLC), שהוא קל לתפעול וחוסך עבודה.
תַקצִיר:
● קוטר צינור ≤1200 מ"מ
● אורך צינור ≤6 מטר
● תפוקה ≥1000 ק"ג/שעה
מִפרָט:
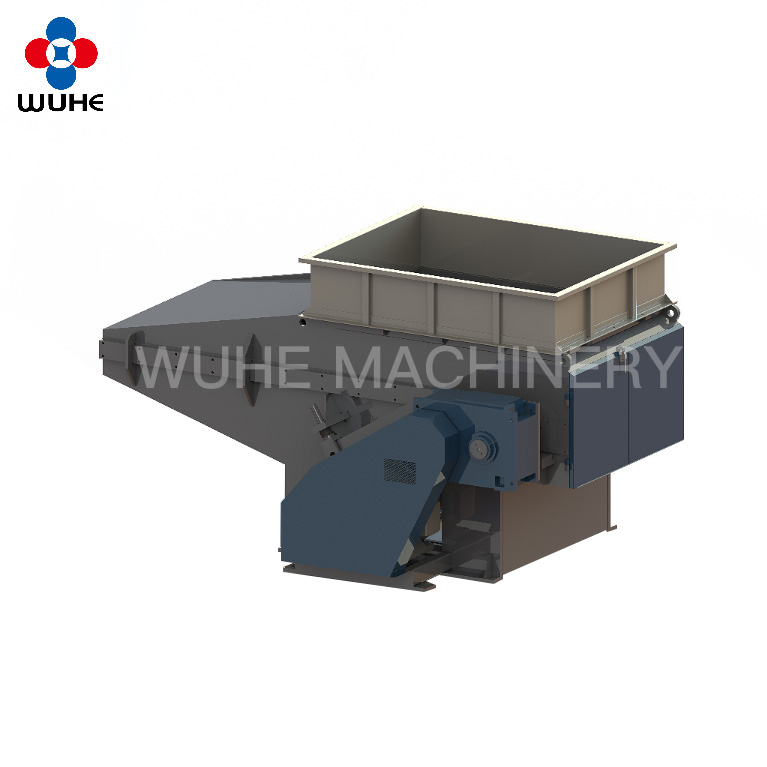
מגרסת צינורות BPS1500
| דֶגֶם | MPS-600 | MPS-800 | MPS-1000 |
| ממד כניסה (מ"מ) | 500*500 | 720*700 | 850*850 |
| כוח מנוע (קילוואט) | 22 | 37 | 55 |
| מהירות סיבוב (סל"ד) | 85 | 78 | 78 |
| קוטר הרוטור (מ"מ) | 300 | 400 | 400 |
| רוחב הרוטור (מ"מ) | 600 | 800 | 1000 |
| להב סיבובי | 22 | 30 | 38 |
| להב קבוע | 1 | 2 | 2 |
| כוח הידראולי (קילוואט) | 1.5 | 2.2 | 3 |
| הצינור הגדול ביותר (מ"מ) | 500*2000 | ℃630*2000 | 800*2000 |
| מיכל נייד
| ● משפך אנכי, קל לטעינה של כל קטע הצינור ● תנועת מסילה לינארית ● מיסב ללא שמן ● הידוק הידראולי |
| מסגרת גוף | ● עיצוב קופסה מסוג דרך, חוזק גבוה ● עיבוד CNC ● עיבוד טיפול בחום ● קופסה: 16 מיליון |
| רוטור | ● פריסת אופטימיזציית להב ● טיפול בחום כולל של הרפיה ● עיבוד CNC ● חומר להב: SKD-11, לשימוש מכל הצדדים |
| עגלה הידראולית | ● תמיכה מסוג רולר ● ויסות לחץ וזרימה ● לחץ הנעה: 3-5 מגה פסקל |
| לִנְהוֹג | ● מפחית משטח שיניים קשות ● מכשיר ספיגת זעזועים יעיל באלסטומר להגנה על המפחית ומערכת החשמל ● הנעת חגורה SPB |
| מערכת בקרה | ● מערכת בקרה אוטומטית PLC |